



桥壳零件清洗工艺研究及清洁度检测
拖拉机上的主要壳体类零件有发动机箱体、 缸体、 传动箱、 车桥壳体、 变速器箱体等。这些壳体类零件承载着整个拖拉机的动力部分和动力传动部分的工作任务,其清洁度关乎着整个拖拉机的质量、 耐用性和使用寿命。
壳体类零件常用的清洗方法有浸泡喷淋清洗、定点定位压力清洗、 超声波清洗、 浪涌式翻转清洗等多种化学和物理清洗方式, 以及复杂腔体的多种清洗方式的组合清洗。在整个清洗的过程中不单要考虑清洗方式,还需要考虑被清洗零件的材质、 污垢特点、 污龄长短, 结合材质及污垢特点及清洗设备, 选用合适的清洗剂、 清洗工艺, 才能保证被清洗零件的清洁度满足制造工艺要求, 达到提高产品质量的目的。
根据桥壳零件的结构特点及其污垢特点,在生产工艺中选用具有不同喷淋压力的棘爪步进探针清洗机。该设备的特点是可以采用较高一些的喷淋压力对桥壳内腔进行定位清洗,解决浸泡清洗通过式喷淋清洗不能很好地清洗桥壳内腔的问题。
棘爪步进探针式清洗设备清洗工艺流程:
“原位”—上料—气动校检—吸风除雾—高压(内腔及琵琶孔)清洗Ⅰ、外表面清洗Ⅰ(低压)—高压(内腔及琵琶孔)清洗Ⅱ、外表面清洗Ⅱ(低压)—风刀吹水—隔离(内腔沥水)—外表面(内腔及琵琶孔)漂洗—吸风除雾—脉冲吹干—隔离—热风烘干—隔离—冷却—下料—出口升降台下降—夹具回流—进口升降台提升—夹具返回上料端。
清洗工艺试验方案
根据现有清洗设备的条件,选择实验室研究的清洗工艺必须与现场清洗工艺一致,才能对现场的试验具有指导作用。在清洗机选定的情况下,可变的因素有:清洗液浓度、清洗温度、清洗时间。清洗工艺的最佳条件可以采用三因素三水平正交试验。
三因素为清洗液质量分数、清洗温度、清洗时间;三水平分别为3%、5%、7%;温度40℃、50℃、60℃;时间为100s、180s、260s。
依据所选定的“三因素三水平” , 对三家所提供的清洗剂,分别进行“实验室” 清洗工艺试验和现场清洗工艺试验。试验为每一种清洗剂正交试验次数为 9 次, 三种清洗剂试验次数共计 27 次, 分别得出实验室清洗工艺正交试验结果和清洗现场正交试验结果如下。
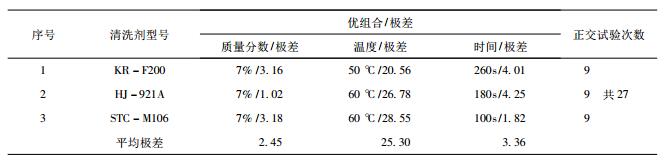
“实验室” 正交试验结果
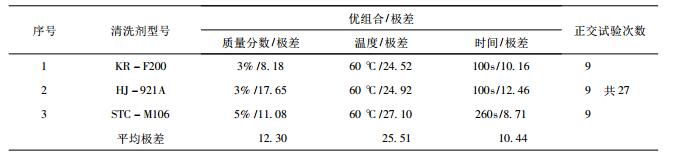
“生产现场” 正交试验结果
桥壳零件最佳清洗工艺参数
以前桥类零件清洁度检测,多采用孔径为38 μm的 400 目不锈钢过滤筛过滤清洗液。也就是说, 小于 38 μm 的颗粒物可以通过其筛孔进入到滤液之中,即小于 38 μm 的颗粒物不作为残渣计入清洁度的检测结果中。有研究资料显示, 颗粒物直径 为( 10 ~ 40) μm 之间时, 对传动副、 滑动副的磨损为最大。所以在选定的清洗剂和清洗工艺条件下, 对清洗后的桥壳零件进行清洁度检测试验时, 采用重量法测定桥壳零件的清洁度, 且重量法抽滤清洗液时选用 5 μm 的滤膜抽滤。为了对所选用的清洗剂及清洗工艺进行验证,分别测定桥壳零件外表面及内腔清洁度进行了对比试验,试验结果如表 1、 表 2 所示。
表 1 为生产现场清洗试验未进入之前, 生产现场使用通过式清洗机和自行采购的清洗剂清洗后的两个桥壳零件, 用重量法测定这两个桥壳零件清洁度( 抽滤用 5 μm 的滤膜) 。
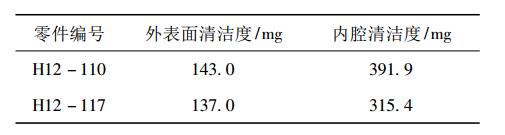
研究以前现场清洗零件的清洁度
表 2 为生产现场清洗试验进入后, 采用棘爪步进探针式清洗机, 选用合适清洗剂和最佳清洗工艺条件下清洗的桥壳零件, 用重量法测定两个桥壳零件清洁度( 抽滤用 5 μm 的滤膜) 。
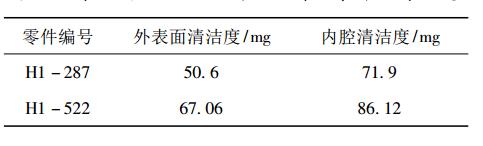
清洗试验研究以后现场清洗零件的清洁度
从清洁度检测结果来看, 选用合适的清洗剂及生产现场清洗工艺试验后, 桥壳零件的清洗质量有了显著的提高。
推荐检测仪器

安捷莱清洁度检测仪
