



对于轴承表面磨损的预防和处理措施
所谓磨损,是指运动副的对偶表面相对运动时工作表面的物质不断损失或产生残余变形的过程。磨损过程主要是因对偶表面间的机械作用,有时还加上化学作用而产生。通常这个机械作用是指摩擦的作用,而化学作用常常是指环境介质和化学物质的侵蚀作用。润滑脂润滑时,润滑脂膜能降低对偶表面的磨损和防止侵蚀性物质进入。
磨损、老化与断裂是导致机械零件损坏和失效的三个主要原因。只有在磨损开始发生阶段或轻微磨损时的磨合(跑合)可能使表面光滑些。所以,不少机械,例如汽车在投入正常运行前都要进行磨合。一般说,在零件磨损后,往往造成机械精度丧失和效率降低,因而需要更换或进行维修,迫使机械生产率降低。在机械工作中,每年由于磨损而造成的经济损失是十分惊人的。有人估计,世界能源的1/3以上是在各种机械传递能量过程中最终以各种形式表现为摩擦损失。由于对偶表面的密损,造成设备损坏,需要更换被磨损的零件,所以
零配件生产总值和所耗用的钢材量,往往几乎和主机生产所需的相等。采用包括润滑脂在内的各种润滑剂,能大大地减少摩擦损失,降低零配件的磨损和延长机械的使用寿命,从而也可以节约能源和减少钢材的大量消耗。
当轴承过热时,不仅使工件表面质量不良,而且工件耐腐蚀性能也会下降。严重过热时产生粗大晶粒,同时还会使钢中铁索重量增加,易造成工件性能恶化。轴承过热时,有以下处理措施:
A、严格控制不锈钢箱体、法兰件的锻造加热温度及加热保温时间,防止工件出现过热使工件产生晶粒粗大缺陷。
B、工件在锻压生产中,若锻造比小,终锻温度偏高,也易出现粗晶组织缺陷,应使工件的锻造比合适、充分,终锻温度适中。
C、轴承工件热处理固溶处理温度不宜过高,保温时间不宜太长,加热温度应不高于1150"C,保温时间以1-l5min/mm计算为宜。
D、对发生过热组织的粗大工件,可采用改锻细化晶粒方法消除缺陷,防止工件在冷变形时出现橘皮状表面缺陷,改善工件的表面质量。
为了提高轴承的使用寿命,解决由于轴承可靠性降低而造成的产品质量问题,主要问题在于零件加工过程中清洗不干净,整机装配时又混入不少杂质和尘埃。因此要确保产品的质量和可靠性,也必须要求严格控制零件的清洁度。
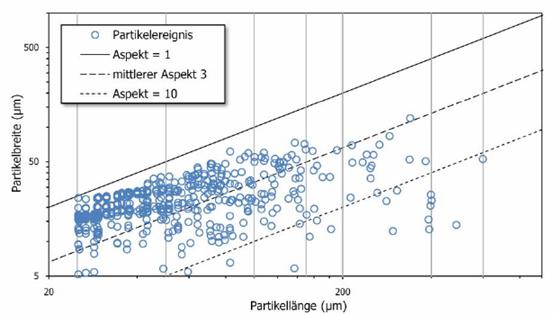
清洁度试验是通过一定的手段将轴承中的杂质分离出来并测定其污染程度的测试方法。通过实验室清洗把轴承中的颗粒物转移到滤膜上,并利用相关的仪器进行扫描分析,根据颗粒的大小以及分布区间对于轴承的清洁度做出可靠的评定。
相关仪器

安捷莱颗粒物图像分析仪
