



滚动轴承工作状态的监测以及颗粒物分析
(1)磁塞只适用于对用油润滑,并且通过专用管道回油的关键性的主轴承进行监测。
(2)磁塞要尽量安装在被监测的主轴承附近,处于回油的主通道上,中间没有过滤网、油泵及其它液压件的阻隔。
(3)为了提高监测效率,可以制作一个有回油进出口的回旋式贮油器。贮油器应作成倒圆锥台形,将磁塞安装在贮油器的底部。贮油器的进油口要倾斜一定角度,使润滑油能由切向进入其中。这样有利于磨损磨粒与回旋的润滑油分离,并在底部沉淀,通过小孔进入磁塞之中,吸附在磁钢端头。
2.正常情况下磨损磨粒的形态特征滚动轴承在跑合期和正常运转期内,所产生的磨粒碎片尺寸大小一般为0.01~0.015mm,并混有一些金属粉末。新轴承在跑合期内产生的磨粒碎片的数量较正常运转期要多,进入正常运转期后磨粒碎片以及金属粉末的数量会显著减少。磨粒碎片在显微镜下呈现细而短的形状,有着不规则的断面。
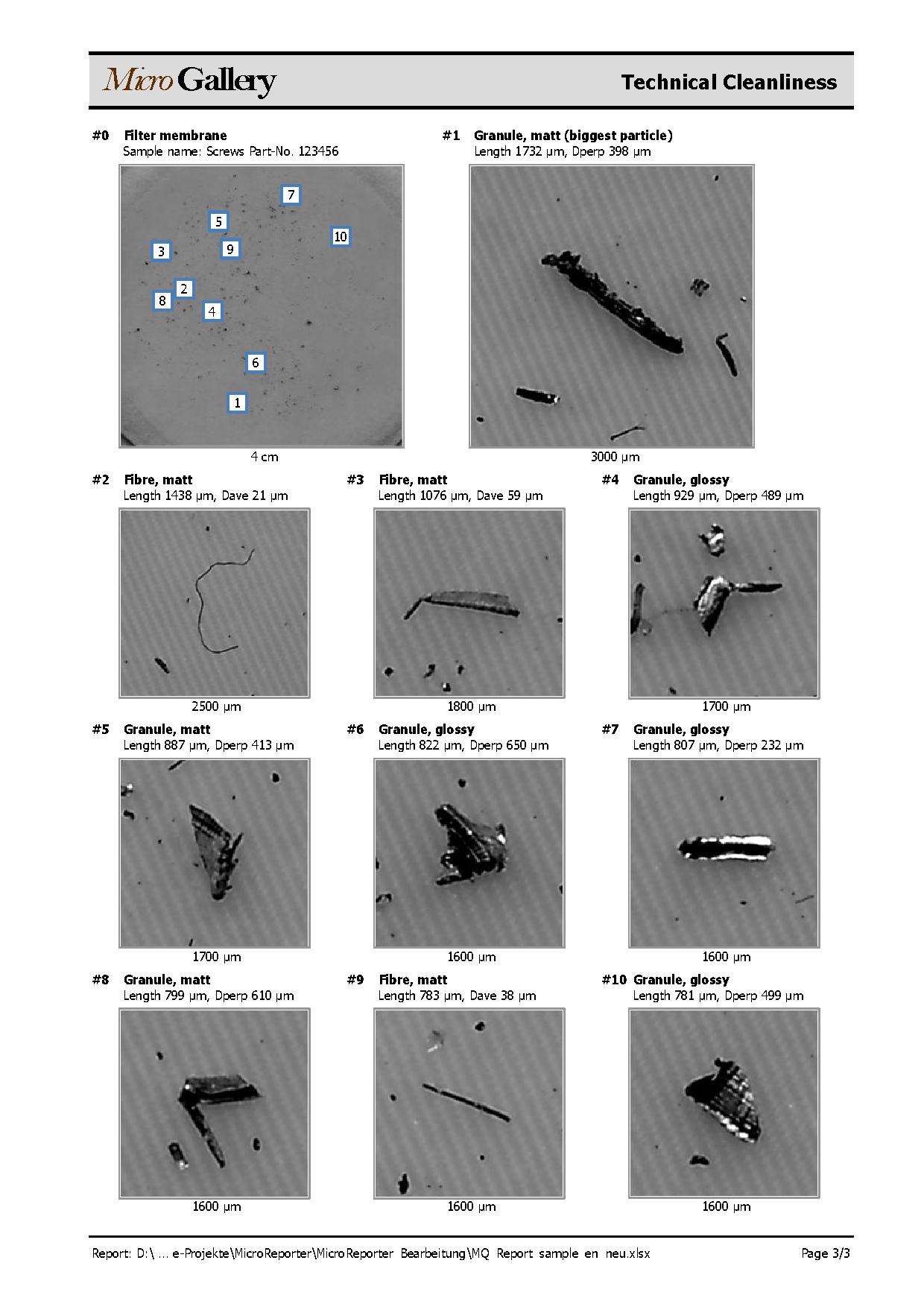
颗粒物清洁度分析
3.故障性磨损磨粒的形态特征滚动轴承的主要失效形式是疲劳点蚀。滚动疲劳、剥落形成的磨粒碎片尺寸大小一般为0.025~0.05mm。有时还有尺寸更大的碎片,并混有一些金属粉末。滚珠轴承的钢珠磨粒碎片通常呈现大致为圆形的、沿径向分开的玫瑰花瓣形式;滚道的磨粒碎片呈现大致为圆形的表面破碎的形式;滚子轴承的滚子磨粒碎片通常呈现长度等于2~3倍宽度的卷曲的矩形形式;滚道的磨粒碎片一般呈现不规则的长方形。用测温法对滚动轴承进行监测应注意的问题通过测量轴承运转中的温升情况,一般很难监测滚动轴承所出现的疲劳剥落,裂纹或压痕等局部性损伤,特别是在损伤的初期阶段几乎不可能发现有什么问题。当轴承在长期正常运转以后,出现温度升高现象时,一般所反映的问题不但已经严重,而且会迅速发展,造成轴承损坏故障。这时候,间断性的监测往往会造成漏监情况。监测中若发现轴承的温度超过70~80℃,应立即停机检查。对于新安装或者重调整的滚动轴承,通过测温法在规定时间内监测其温升情况,可以判断轴承的安装与调整质量,尤其间隙过紧时会出现温升过高的现象。发现问题及时调整,有利于延长滚动轴承的使用寿命。
相关检测仪器

安捷莱清洁度分析仪
了解更多信息请致电【400-680-8138】。
